


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkSaznajte više o našim industrijskim izložbama i nedavnim događajima u našoj tvrtki.
• CNC stroj za brušenje noževa usvaja PLC programsku kontrolu, koja je jednostavna za rukovanje, ...
See DetailsOsnovni postupak za korištenje a stroj za ravno brušenje noževa slijedi strukturirani slijed: priprema stroja i pregled, montaža oštrice i postavljanje učvršćenja, konfiguracija parametara brušenja, sam prolaz brušenja, pregled brušenog ruba i završna obrada ili čišćenje. Ispravno izvođenje svakog koraka ključno je za postizanje oštrog, geometrijski preciznog ruba bez oštećenja oštrice ili stroja. Odjeljci u nastavku prolaze kroz svaku fazu s praktičnim detaljima, s uputama o uobičajenim postavkama, sigurnosnim zahtjevima i kontrolnim točkama kvalitete.
Stroj za ravno brušenje noževa je precizni sustav za brušenje dizajniran posebno za duge oštrice i izratke s ravnim rubovima — vrste koje se koriste u proizvodnji papira, tiskanju, obradi drva, tekstilu, preradi hrane i rezanju plastike. Za razliku od stolnih brusilica ili univerzalnih alatnih brusilica, ravna brusilica za noževe uključuje namjenski radni stol i sustav učvršćenja projektiran da drži dugu oštricu ravnom i krutom cijelom dužinom prolaza za brušenje. Ovo eliminira ljuljanje, bočno zanošenje i neravnomjeran pritisak koji bi inače proizveli nedosljednu geometriju rubova.
Stroj za brušenje ravnih noževa serije MDD, na primjer, koristi visokokvalitetne abrazivne kotače i naprednu tehnologiju brušenja kako bi se osiguralo veliko, dosljedno područje kontakta između kotača i površine oštrice. To maksimizira uklanjanje materijala po prolazu, poboljšava ujednačenost završne obrade površine i — budući da se toplina raspoređuje preko šireg područja — smanjuje rizik od lokalnog pregrijavanja koje bi moglo promijeniti karakter oštrice ili uzrokovati savijanje. Razumijevanje načina na koji stroj to postiže pomaže operateru da donese bolje odluke o postavljanju i parametrima u svakoj fazi procesa.
Prije nego što se oštrica postavi na stroj, temeljita provjera prije rada štiti i operatera i obradak. Preskakanje ove faze vodeći je uzrok loših rezultata mljevenja i oštećenja opreme.
Brusna ploča najkritičnija je sigurnosna komponenta na stroju. Prije pokretanja vizualno pregledajte ima li na kotaču pukotina, krhotina ili neravnomjernog trošenja. Napuknuti kotač može se raspasti pri radnoj brzini, stvarajući ozbiljnu opasnost. Nikada nemojte rukovati kotačem na kojem su vidljive pukotine, koliko god male bile. Provjerite je li kotač ispravno montiran - pravilno pričvršćen, s upijačem (papirnatom brtvom) na mjestu i pričvrsnom maticom zategnutom prema specifikaciji proizvođača. Ako se ploča nedavno nije koristila, ostavite je da radi radnom brzinom najmanje jednu minutu bez dodira s obratkom prije nego što počnete brusiti.
Provjerite je li spremnik rashladne tekućine napunjen do odgovarajuće razine i je li mlaznica rashladne tekućine pravilno usmjerena prema zoni kontakta lopatica kotača. Rashladno sredstvo ima dvije svrhe: smanjuje temperaturu brušenja kako bi se zaštitila toplinska obrada oštrice i ispire strugotine (metalne ostatke brušenja) dalje od kontaktne zone kako bi se spriječilo ponovno rezanje i grebanje površine. Potvrdite da pumpa rashladnog sredstva radi ispravno i da nema blokiranih vodova ili spojeva koji cure.
Obrišite površinu radnog stola i sve površine magnetskih steznih glava krpom koja ne ostavlja dlačice. Čak i mali komadići ili čestice na površini stola uzrokovat će neravnomjeran položaj oštrice, unoseći pogrešku u nagibu u kosinu tla. Provjerite klizi li stol slobodno duž punog raspona hoda i funkcionira li mehanizam za zaključavanje stola ispravno.

Prije postavljanja oštrice, procijenite njeno trenutno stanje kako biste odredili kako biste trebali pristupiti sesiji brušenja.
Ispravna montaža oštrice je najvažniji čimbenik u kvaliteti rubova. Nepravilno pričvršćena oštrica će vibrirati tijekom brušenja, stvarajući valovite ili nepravilne rubove, au teškim slučajevima oštrica se može pomaknuti ili izbaciti iz učvršćenja.
Postavite oštricu ravno na radni stol s rubom koji želite brusiti okrenutim prema kotaču. Poravnajte stražnji dio oštrice s referentnom ogradom stola ili ga zaustavite kako biste bili sigurni da stoji pravokutno u odnosu na smjer kretanja stola. Na strojevima opremljenim magnetskom steznom glavom, aktivirajte magnetsko držanje — ovo osigurava veliku, ravnomjernu silu stezanja po cijeloj dužini oštrice bez koncentracije naprezanja koju mogu izazvati mehaničke stezaljke.
Za oštrice koje su pretanke za pouzdano magnetsko držanje ili za oštrice od obojenih metala koje magnetska stezna glava ne može držati, upotrijebite sustav mehaničkog učvršćenja stroja. Namjestite stezaljke u redovitim razmacima duž duljine oštrice — obično svakih 200-300 mm za oštrice duže od 600 mm. Ravnomjerno zategnite stezaljke kako biste izbjegli uvođenje bočnog luka u oštricu. Sustav radnog stola i učvršćenja serije MDD posebno je dizajniran za držanje dugih oštrica i radnih dijelova stabilan tijekom cijelog prolaza mljevenja, eliminirajući podrhtavanje ili odstupanje položaja to bi ugrozilo geometriju ruba.
Većina strojeva za ravno brušenje noževa omogućuje naginjanje radnog stola ili glave za brušenje radi postavljanja potrebnog kuta skošenja. Uobičajeni kutovi skošenja za industrijske ravne noževe kreću se od 15° do 35° , ovisno o primjeni: niži kutovi (15°–20°) za fino rezanje papira i filmova, strmiji kutovi (25°–35°) za obradu drva i težih materijala. Postavite kut pomoću stupnjevane skale stroja i čvrsto ga zaključajte prije nastavka. Provjerite postavljeni kut u odnosu na originalnu specifikaciju oštrice ili preporučeni kut proizvođača za predviđenu primjenu.
Postavljanje točnih parametara mljevenja prije prvog rezanja određuje i učinkovitost procesa i kvalitetu rezultata. Glavne varijable za konfiguraciju su brzina kotača, brzina pomicanja stola, dubina rezanja po prolazu i brzina protoka rashladnog sredstva.
| Parametar | Tipični raspon | Učinak previsoke postavke | Učinak preniske postavke |
|---|---|---|---|
| Brzina brusne ploče | 1400–2800 o/min (ovisi o promjeru kotača) | Pregrijavanje, opasnost od loma kotača | Loša obrada površine, opterećenje kotača |
| Brzina pomicanja stola | 2–15 m/min | Tragovi klepetanja, neravnomjerno uklanjanje | Pretjerana toplina, ostakljeni kotač |
| Dubina rezanja po prolazu | 0,01–0,05 mm (gruba obrada); 0,005–0,01 mm (završna obrada) | Gorenje, savijanje oštrice | Potrebna su pretjerana dodavanja, neučinkovitost |
| Brzina protoka rashladnog sredstva | 5–20 L/min ovisno o veličini kotača | Prskanje, neravnoteža kotača ako je pretjerana | Pregrijavanje, loša evakuacija strugotine |
Kao opće pravilo, koristite veću dubinu rezanja i veću brzinu pomicanja za grube prolaze (uklanjanje oštećenja ili obnavljanje jako istrošenog skošenja), zatim smanjite oboje za završne prolaze. Zadnji jedan ili dva prolaza trebaju koristiti dubinu rezanja ne veću od 0,005–0,01 mm za proizvodnju finog, postojanog ruba bez opasnosti od oštećenja toplinom.
S pričvršćenom oštricom, postavljenim kutom i konfiguriranim parametrima, operacija brušenja može započeti. Redoslijed je sljedeći:
Tijekom cijele operacije brušenja, nadzirite temperaturu oštrice dodirom na nebrušenom kraju između prolaza. Ako je oštrica više nego topla na dodir, ostavite dodatno vrijeme za hlađenje između prolaza ili povećajte protok rashladne tekućine. Promjena boje oštrice (plave ili smeđe boje slame na kosoj strani) ukazuje na to da je čelik pregrijan i da je toplinska obrada možda promijenjena — ako se to dogodi, zaustavite se i ponovno procijenite parametre.
Dorada brusne ploče je često zanemaren, ali bitan dio procesa ravnog brušenja noževa. Kako se kotač brusi, njegova rezna površina postaje puna metalnih čestica, a njegova abrazivna zrna postaju mutna i glatka. Glazirani kotač gubi sposobnost rezanja, stvara više topline i proizvodi lošiju površinsku obradu.
Dotjerajte kotač pomoću jedinice za dotjerivanje ugrađene u stroj — obično dijamantne obrade postavljene na pomični tobogan. Proces obrade uklanja tanki sloj s površine kotača, izlažući svježa, oštra abrazivna zrna i vraćajući pravi cilindrični oblik kotača. Dotjerajte točak prije početka sesije brušenja, kad god se čini da je glatka ili se površinska obrada pogorša, te nakon bilo kakvog poravnanja ploče nakon sudara ili oštećenja. Tipični prolaz za obradu uklanja 0,01–0,02 mm s promjera kotača i prelazi dijamant preko prednje strane kotača pri 100–300 mm/min.
Nakon završetka brušenja, oštrica se mora pregledati prije nego što se vrati u upotrebu ili proglasi dovršenom. Sustavni pregled obuhvaća sljedeće:
Najjednostavniji funkcionalni test oštrine je test kriške papira: držite traku papira okomito i povucite oštricu preko nje. Oštra oštrica reže čisto uz minimalan otpor; tupa ili oštećena oštrica pokida se ili zapne. Za veću preciznost, optički pregled rubova lupom (povećanje 10×–20×) može otkriti mikro-krhotine, formiranje rubova žice ili površinske ogrebotine koje test papira možda neće otkriti.
Upotrijebite mjerač kuta skošenja ili digitalni kutomjer kako biste potvrdili da skošenje tla odgovara navedenom kutu. Čak i odstupanje od 1°–2° od ciljanog kuta može utjecati na performanse rezanja i vijek trajanja oštrice u preciznim primjenama. Ako izmjereni kut odstupa od specifikacije, prilagodite postavku nagiba stola i izvršite korektivni prolaz prije konačnog prihvaćanja.
Položite oštricu ravno na površinsku ploču i upotrijebite brojčanik ili mjerač za mjerenje kako biste provjerili postoji li luk ili uvijanje tijekom brušenja. Za oštrice koje se koriste u aplikacijama preciznog rezanja, tolerancija ravnosti je obično 0,05 mm ili više preko cijele duljine oštrice. Oštrica koja se iskrivila tijekom brušenja mora se ponovno procijeniti — savijanje izazvano brušenjem obično je uzrokovano pregrijavanjem i znak je da je potrebno prilagoditi parametre.
Ispitajte skošenu površinu pod svjetlom za grabljenje ili s komparatorom završne obrade površine. Površina brušenja trebala bi pokazivati dosljedne, paralelne tragove brušenja cijelom dužinom, bez šrafura, nepravilnih mrlja ili tragova opekotina. Površinska hrapavost (Ra) od 0,4–0,8 µm tipična je za pravilno izveden završni prolaz na ravnom stroju za brušenje noževa.
Brušenjem uvijek nastaje žičani rub (također nazvan čičak) — tanki komadić metala koji se savija preko vrha ruba na strani suprotnoj od skošenog ruba. Ovaj žičani rub mora biti uklonjen prije nego što oštrica može ispravno raditi.
Kod većine industrijskih ravnih noževa žičani rub uklanja se laganim brušenjem kamenom za brušenje sitnog zrna ili keramičkom šipkom povučenom duž ravne strane oštrice pod vrlo plitkim kutom (5°–10°). Upotrijebite dva do tri lagana poteza, naizmjenično na stranama, da savijete rub žice naprijed-natrag dok se čisto ne odlomi. Za oštrice s vrlo finom specifikacijom ruba, lagano zategnite kožni remen nakon brušenja. Nemojte primjenjivati jak pritisak tijekom skidanja ivica — cilj je ukloniti rub žice bez mijenjanja pažljivo brušenog kuta skošenja ili zaokruživanja vrha ruba.
Nakon brušenja i pregleda, oštrica se mora očistiti i zaštititi prije skladištenja ili ponovne ugradnje. Preostalo rashladno sredstvo na površini oštrice uzrokovat će brzu oksidaciju ako se ne ukloni, osobito na oštricama od ugljičnog čelika.
Nakon što je oštrica uklonjena, očistite radni stol stroja i površine učvršćenja, isperite sustav rashladne tekućine ako će stroj biti u stanju mirovanja dulje vrijeme i pokrijte brusnu ploču kako biste je zaštitili od kontaminacije.
Čak se i iskusni rukovatelji susreću s problemima brušenja. Razumijevanje uzroka svakog problema omogućuje brzu dijagnozu i ispravak.
| Problem | Vjerojatni uzrok | Korektivna radnja |
|---|---|---|
| Neravni rub duž duljine oštrice | Oštrica nije ravno stegnuta; oštrica pognuta | Ponovno stezanje; provjerite i ispravite luk oštrice prije brušenja |
| Plava diskoloracija na kosoj strani | Pregrijavanje; nedovoljno rashladne tekućine; preteška dubina reza | Smanjite dubinu rezanja; povećati protok rashladne tekućine; provjerite ostakljeni kotač |
| Tragovi klepetanja na površini tla | Prevelika brzina kretanja; neravnoteža kotača; labavo učvršćenje | Smanjite brzinu kretanja; kotač za ravnotežu ili odijevanje; provjeriti zategnutost stezaljke |
| Opterećenje kotača (prednja strana kotača zamazana) | Kotač je prefin ili pretvrd za materijal oštrice; nedovoljno rashladne tekućine | Kotač za odjeću; prijeđite na grublji ili mekši kotač |
| Lomljenje rubova nakon brušenja | Kut kosine preoštar; čelik oštrice krt od pregrijavanja | Povećajte kut skošenja; provjerite ima li toplinskih oštećenja i po potrebi ponovno temperirajte |
| Nekonzistentna obrada površine po širini | Kotač nije obučen istinito; nagib stola netočan | Kotač za odjeću; ponovno provjerite i ponovno postavite kut nagiba stola |
Postupci brušenja uključuju velike brzine rotirajućih abraziva, obradaka s oštrim rubovima i metalnih čestica u zraku. Pridržavanje sigurne radne prakse štiti operatera i osigurava dosljedne rezultate.
Kvaliteta procesa ravnog brušenja noževa izravno je oblikovana dizajnom stroja i pedigreom proizvodnje. Stroj za mljevenje ravnih noževa serije MDD izrađen je za rukovanje cijelim rasponom dugih industrijskih ravnih oštrica — uključujući one koje se koriste u industriji papira, tiskanju, obradi drva, tekstilu, hrani, šumarstvu i industriji plastike. Njegove ključne značajke dizajna uključuju namjenski izrađen radni stol i sustav učvršćenja koji održava stabilnost oštrice duž cijele duljine prolaza brušenja, naprednu tehnologiju abrazivnog brušenja koja pruža veliko područje kontakta kotača s oštricom za visoku učinkovitost i učinkovit sustav upravljanja toplinom koji kontrolira stvaranje topline radi zaštite metalurgije oštrice.
Jiangsu Best CNC Machinery Co., Ltd., proizvođač iza serije MDD, donosi 35 godina specijalizacije u proizvodnji strojeva za oštrenje ovoj liniji proizvoda. Djelujući kao najveća kineska proizvodna baza za profesionalne strojeve za oštrenje, tvrtka je odgovorna za izradu nacionalnih standarda za strojeve za oštrenje u Kini — odgovornost koja odražava tehničku dubinu i industrijski položaj njezinog inženjerskog tima. Tvrtka drži ISO 9001 certifikat sustava kvalitete i CE certifikat , a njegovi proizvodi imaju izvozne dozvole za međunarodna tržišta. Njegove unutarnje mogućnosti obuhvaćaju istraživanje i razvoj, preciznu strojnu obradu, testiranje, montažu i instalaciju opreme i puštanje u pogon — osiguravajući da svaki stroj pruža performanse i ponovljivost koje zahtijeva industrijsko brušenje oštrica.
Potpuni postupak ravnog brušenja noževa može se sažeti kao niz od devet koraka, od kojih se svaki nadograđuje kako bi se osigurao siguran, učinkovit i visokokvalitetan rezultat:
Dosljedno praćenje ovog procesa - s pažnjom na svaki detalj postavljanja i kontrolnu točku kvalitete - operaterima omogućuje postizanje ponovljivi, visoko precizni rezultati rubova u širokom rasponu vrsta oštrica i industrijskih primjena , istovremeno štiteći životni vijek oštrice i integritet samog stroja za mljevenje.

• CNC stroj za brušenje noževa usvaja PLC programsku kontrolu, koja je jednostavna za rukovanje, ...
See Details
• Cijeli stroj ima konstrukciju za zavarivanje portalnog tipa visoke čvrstoće, sa čvrstom i kompa...
See Details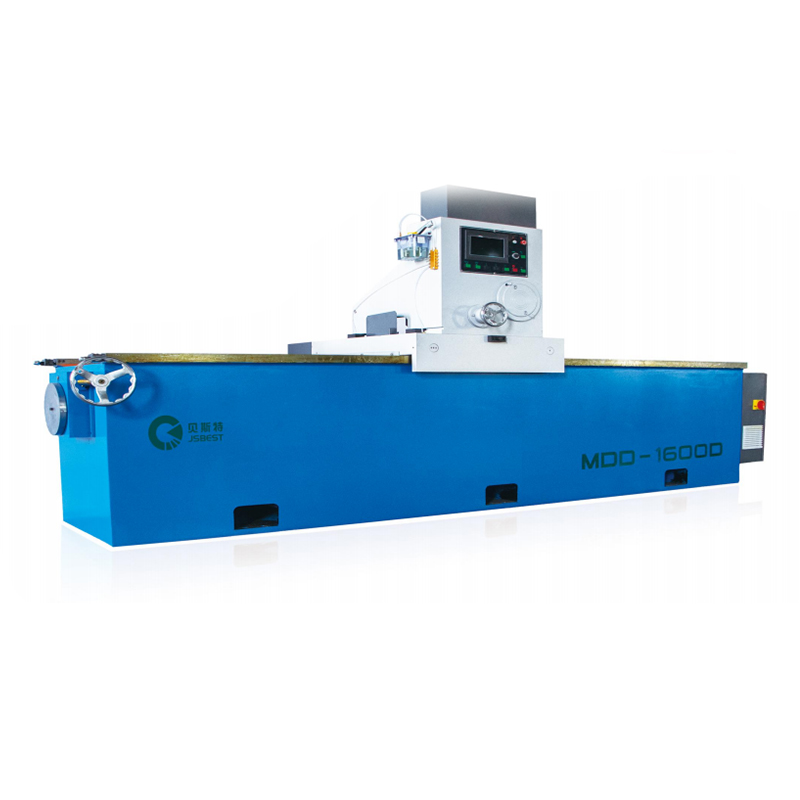
• Brusilica ima postolje portalnog tipa, visokokvalitetno zavarivanje čelične ploče, kaljenje na ...
See Details
• Usvojena je zavarena čelična konstrukcija visoke čvrstoće za uklanjanje unutarnjeg naprezanja ...
See Details
Stroj za brušenje noževa s dvostrukom glavom je učinkovita oprema za brušenje koja kombinira grub...
See Details
Stroj za površinsko glodanje i brušenje za teške uvjete je učinkovita oprema za obradu koja integ...
See Details
• Ovaj okrugli mlin za noževe usvaja PLC program za kontrolu dijela za automatsko hranjenje, koji...
See Details
CNC kružni stroj za brušenje noževa strukturne značajke: • Visoka točnost brušenja, odstupanje...
See DetailsSaznajte više o našim industrijskim izložbama i nedavnim događajima u našoj tvrtki.





