


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkSaznajte više o našim industrijskim izložbama i nedavnim događajima u našoj tvrtki.
• CNC stroj za brušenje noževa usvaja PLC programsku kontrolu, koja je jednostavna za rukovanje, ...
See DetailsPremotavanje stroj za brušenje noževa obnavlja rezni rub strugala i noževa kroz a metoda mljevenja s kontinuiranim premotavanjem : oštrica se postupno pomiče naprijed u kontaktu s rotirajućim brusnim kotačem, materijal se uklanja s oštrice oštrice precizno kontroliranom brzinom, a brušena oštrica se namotava na namotajni kotur — sve u jednom neprekidnom procesu. Ovaj kontinuirani ciklus dodavanja i mljevenja uklanja potrebu za zaustavljanjem i premještanjem oštrice za svaki prolaz brušenja, omogućujući dosljedna geometrija ruba duž cijele duljine oštrice bez zamora operatera ili pozicione pogreške.
Oštrice za struganje (koje se nazivaju i oštrice za struganje) su tanke, dugačke oštrice koje se koriste u strojevi za tiskanje, izradu papira, premazivanje i preradu za struganje viška nijansa, premaza ili materijala s valjaka i cilindra, osiguravajući precizno odmjeren film prijenosa materijala na podlogu. Standardni raktor može biti Duljine od 1000 do 6000 mm , samo 0,1 do 0,7 mm debljine , i mora održavati oštar, geometrijski dosljedan rub kako bi ispravno funkcionirao.
U primjenama brzog ispisa ili premazivanja, oštricu je moguće istrošiti ili slomiti unutar nekoliko sati rada. Umjesto odbacivanja istrošenih oštrica — koje predstavljaju značajan trošak materijala i proizvodnje — ponovno brušenje obnavlja oštricu, značajno produžujući radni vijek oštrice.

| komponenta | Funkcija |
|---|---|
| Stanica za odmotavanje | Drži i kontrolira dovod istrošenog valjka s oštricom uz konstantnu napetost |
| Sustav valjka za vođenje | Bočno poravnava oštricu i postavlja pristupni kut brusnoj ploči |
| Brusni kotač | Uklanja materijal za vraćanje geometrije ruba; motorom kontrolirana brzina |
| Mehanizam za podešavanje kuta | Postavlja kut skošenja oštrice za različite specifikacije rubova |
| Sustav rashladnog sredstva | Sprječava toplinsko oštećenje materijala oštrice tijekom brušenja |
| Precizni pogonski sustav | Kontrolira brzinu dodavanja oštrice i održava sinkroniziranu napetost |
| Stanica za premotavanje | Prikuplja gotovu brušenu oštricu uz kontroliranu napetost preuzimanja |
Dobro konfiguriran stroj za brušenje noževa za premotavanje može obraditi oštrice izrađene od širokog raspona materijala promjenom specifikacije brusnog kotača:

• CNC stroj za brušenje noževa usvaja PLC programsku kontrolu, koja je jednostavna za rukovanje, ...
See Details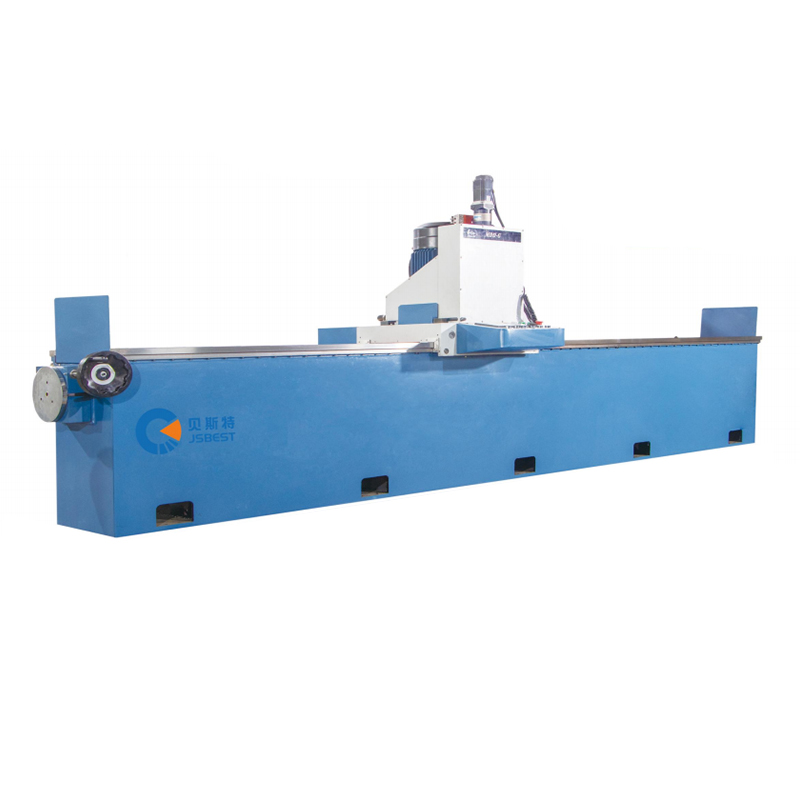
• Cijeli stroj ima konstrukciju za zavarivanje portalnog tipa visoke čvrstoće, sa čvrstom i kompa...
See Details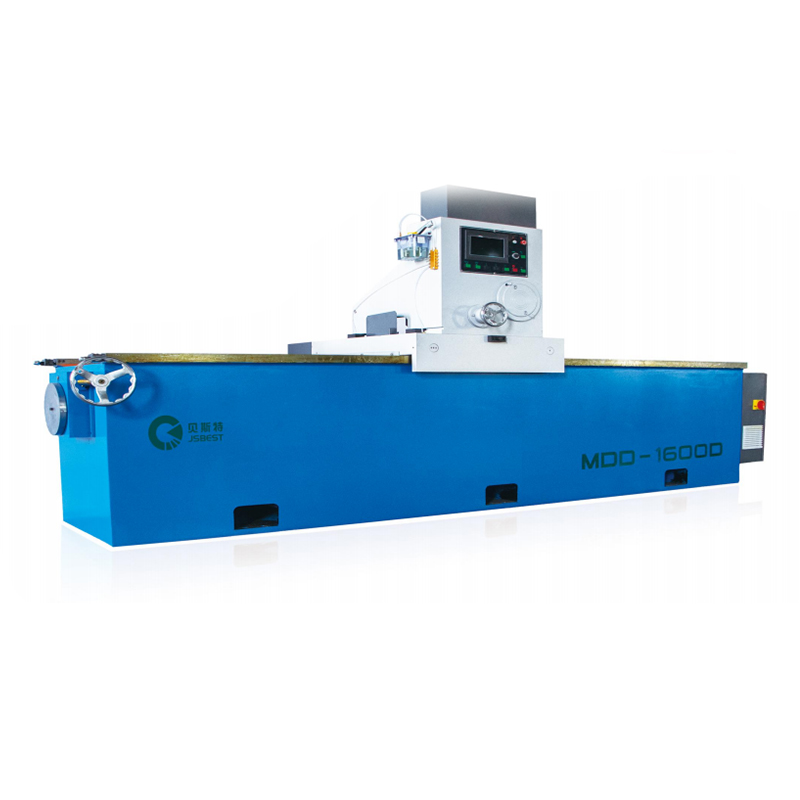
• Brusilica ima postolje portalnog tipa, visokokvalitetno zavarivanje čelične ploče, kaljenje na ...
See Details
• Usvojena je zavarena čelična konstrukcija visoke čvrstoće za uklanjanje unutarnjeg naprezanja ...
See Details
Stroj za brušenje noževa s dvostrukom glavom je učinkovita oprema za brušenje koja kombinira grub...
See Details
Stroj za površinsko glodanje i brušenje za teške uvjete je učinkovita oprema za obradu koja integ...
See Details
• Ovaj okrugli mlin za noževe usvaja PLC program za kontrolu dijela za automatsko hranjenje, koji...
See Details
CNC kružni stroj za brušenje noževa strukturne značajke: • Visoka točnost brušenja, odstupanje...
See DetailsSaznajte više o našim industrijskim izložbama i nedavnim događajima u našoj tvrtki.





